




Многие предприятия г. Челябинска и области пользуются услугами нашего гальванического цеха. Мы работаем с Уральским Ф.О., Омской, Оренбургской и Томской областями, Пермским краем и Республикой Башкортостан.
Мы сами забираем и развозим продукцию по Челябинску, экономим Ваше время – забота о клиентах превыше всего. Идем навстречу клиенту в переговорах, до тех пор, пока это не касается качества нашей работы. Вы в любой момент сможете связаться с нами, поскольку работаем круглосуточно.
"Гальванопокрытие" отрыли новую линию, теперь Вы можете заказать цинк-алюминиевое покрытие: принимаем заказы на покрытие деталей длинной до 6 метров.
Цинк-алюминиевое покрытие
Цинк-алюминиевое покрытие представляет собой неорганическое, коррозионно-защитное базовое покрытие, наполненное хлопьями цинка и алюминия. Это базовое покрытие, осаждаемое методами погружения-вращения, вращения, погружения-стекания или распылением для крепежных деталей таких как болты, винты, гайки, пружины, зажимы, а также штампованные детали и т.п.
Цинк-алюминиевое покрытие обеспечивает защиту от коррозии более 1000 часов в камере соляного тумана без коррозии металла основы. Получаемые результаты зависят от толщины базового покрытия или нанесенного гальванического слоя.
На обработку принимаются металлоконструкции габаритами до 2000х3000 мм.
Историческая справка о цинк-алюминиевых покрытиях
Электроосажденные покрытия цинка и сплавов цинка уже много лет являются главными покрытиями, удовлетворяющими требования многих отраслей промышленности по обеспечению нужной степени защиты от коррозии. За тенденцией производства стали высокой прочности, уже в начале восьмого десятилетия прошлого столетия значительно вырос спрос на альтернативные покрытия, а главным требованием было исключение водородного охрупчивания.
С девятого десятилетия прошлого века цинк-алюминиевые покрытия заняли прочное место в промышленности, особенно в автомобильном производстве.
Стадии процесса цинк-алюминиевого покрытия:
1. Подготовка – обезжиривание, пескоструйная обработка, фосфатирование.
2. Покрытие и предварительная сушка – средние и мелкие детали (погружение-вращение), подвесочные детали (погружение, струйная обработка).
3. Отжиг 200 градусов по Цельсию и охлаждение – стационарная печь, конвейерная печь и индукционная сушка.

Цинк-алюминиевая краска
Метод окрашивания цинком. Цинк-алюминиевая краска придаст готовой продукции необходимый цвет и повысит защиту изделия от коррозии. Для обеспечения прочной адгезии слоя краски полностью очищается поверхность от всех следов загрязнения.
 |
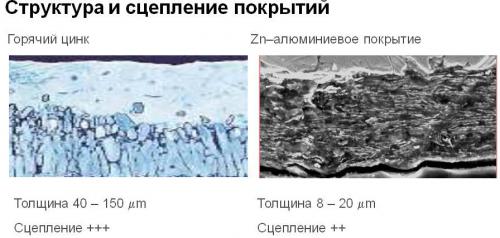 |
Сравнение методов горячего цинкования и цинк-алюминиевого покрытия
- При горячем цинковании возможна проблема уменьшения твёрдости стали вследствие высокой температуры, а при нанесении цинк-алюминиевого покрытия такой опасности нет.
- Горячее цинкование требует высококачественную сталь, а цинк-алюминиевое покрытие возможно осуществить со сталью, характеристики которой на порядок ниже.
- Горячее цинкование в связи с большой толщиной покрытия увеличивает вес изделий, а Galfan создает более тонкое покрытие.
- Во время горячего цинкования необходимо повторно нанести резьбу, что при цинк-алюминиевом покрытии не требуется.
- Горячее цинкование достаточно энергоемкое мероприятие, в противовес менее энергоемкому цинк-алюминиевому покрытию.
- Galfan в три раза повышает коррозионную защиту в отличие от горячего цинкования.
Области применения цинк-алюминиевого покрытия:
- Покрытия, содержащие ПТФЭ(тефлон)
- Производство ветрянных турбин
- Замена кадмия
- Эл. соединители, зажимы
- Cтроительная промышленность
- Тяжелое машиностроение, экскаваторы, сельское хозяйство и т.д.
- Сеть водоснабжения
- Нефтехимическая промышленность
- Отрасли нефтегазовой промышленности
- Сектор медицины
- Aвиация / Военная техника
- Прессованные изделия, штамповка
- П-во деталей с требованием высокой точности
Системы цинк-алюминиевого покрытия нельзя сравнивать с обычными порошковыми покрытиями. Это очень химически активная среда на основе хлопьев цинка и алюминия. Плотно насаженные хлопья покрываются химически активным связующим веществом, которое реагирует с основой стали. Процесс отверждения проходит при температуре от 200° C до 320° C (в зависимости от продукта), продолжительность - от 20 дo 40 минут. Результат - сухое покрытие, обеспечивающее отличную защиту от коррозии.
